








Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Jiangsu nickel alloy Co.,Ltd
Primeiro, o escopo
Este padrão especifica os requisitos técnicos e os métodos de teste para revestimento de liga de zinco-níquel em níquel com um conteúdo de níquel (fração em massa) de 5% a 10% (baixo níquel) e 10% a 17% (níquel alto).
Este padrão é aplicável a revestimentos de liga de zinco-níquel de peças zero (peças) de automóveis, aeroespacial e armas.
Este padrão não se aplica a:
- Peças com resistência à tração superior a 1200 MPa ou uma dureza Vickers maior que 370 HV;
- prendedores (parafusos, porcas, etc.) com uma classificação de qualidade superior a 10,9;
- Peças em contato com material de magnésio.
Segundo, termos e definições
Os seguintes termos e definições, conforme definido em GB/T 3138 e GB/T 12334, aplicam -se a este documento.
Fumaça branca de neblina branca
Sob a ação do meio corrosivo, o óxido branco aparece nas micro-palhetas do revestimento, o que causa uma ligeira alteração na cor inicial do revestimento.
Ferrugem branca ferrugem branca
Sob a ação do meio corrosivo, a camada de filme de passivação e a camada de filme de vedação na superfície do revestimento são destruídas, e a camada de revestimento é corroída para formar produtos de corrosão branca em pó.
Nota: A ferrugem branca é geralmente considerada o primeiro ponto de corrosão.
3. Ferrugem vermelha vermelha ferrugem
Sob a ação do meio corrosivo, o revestimento de superfície das peças é destruído e a matriz é corroída para formar produtos de corrosão vermelha em forma de ponto (Point).
Nota: A ferrugem vermelha é geralmente considerada como o segundo ponto de corrosão.
Terceiro, o logotipo do revestimento
Método de identificação
De acordo com as disposições do GB/T 13911, a composição da marca de revestimento é a seguinte:
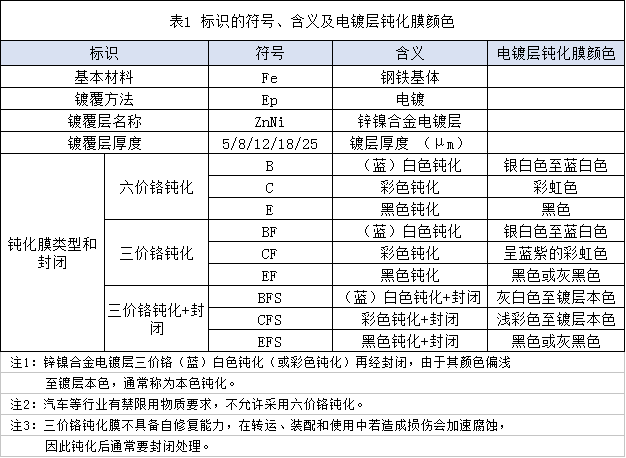
Método de revestimento Este nº Nº Nº - Material Base / Método de Plating · Nome da camada de revestimento e espessura da camada de revestimento · Tipo de filme de passivação e símbolo da marca de indicação fechada, e a cor do filme de passivação da camada de revestimento é mostrada na tabela 1 deste padrão.
2. Exemplo de identificação
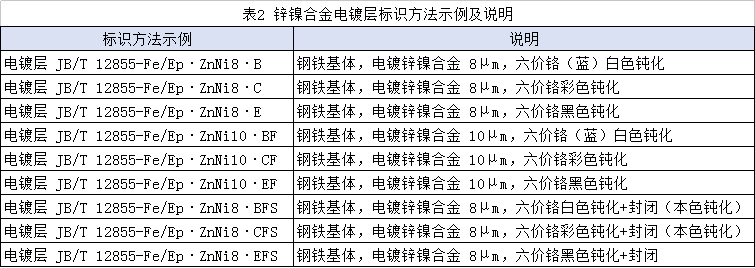
Consulte a Tabela 2 para obter exemplos e descrições de métodos de revestimento de revestimento de liga de zinco-níquel.
Quarto, requisitos técnicos de revestimento
Aparência
1) Requisitos gerais
O revestimento na superfície principal da peça de trabalho é denso, uniforme, liso e plano, e a cor de cada lote de filme de passivação deve ser consistente. A cor do filme de passivação da liga de zinco-níquel é geralmente mostrada na Tabela 1.
2) defeitos permitidos
Os defeitos permitidos para o revestimento são:
1 leve água ou cor irregular.
2 É permitido um ligeiro acessório no revestimento da superfície não essencial da peça de trabalho.
3 A diferença de cor e brilho da mesma peça causada pela diferença entre o material base da peça de trabalho e o estado da superfície.
4 Rugosidade e acumulação nas bordas, bordas e cantos de partes complexas e grandes, mas não devem afetar a qualidade e o desempenho da montagem.
5 Após a remoção de hidrogênio da peça de trabalho, a cor do filme após a passivação é um pouco escura ou irregular.
6 orifícios cegos (ou ranhuras, fendas) com um diâmetro (ou largura) de não mais de 10 mm, permitindo uma camada parcial não revestida em uma superfície com uma profundidade maior que o diâmetro (ou largura); Um orifício a através de um diâmetro não superior a 10 mm a uma profundidade maior que o dobro do diâmetro que a superfície permite a desdobramento parcial.
3) Não são permitidos defeitos
Os defeitos que não são permitidos no revestimento são:
1 Casca de revestimento, espuma, carbonia, poços, nódulos, manchas, rebarbas, derramamento, rugosidade, furos e casca de laranja.
2 revestimentos dendríticos, esponjosos e listrados.
3 parcialmente não revestido, exceto quando especificado de outra forma.
4 Sal de banho não lavado ou resíduo de passivação.
2. Proporção de liga, espessura e resistência à corrosão do revestimento
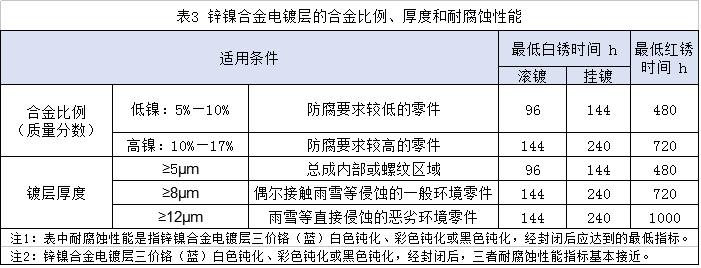
A relação entre a proporção da liga, a espessura e a resistência à corrosão do revestimento é mostrada na Tabela 3.
3. Força de união
A camada de revestimento e o metal base devem estar bem ligados, e não deve haver defeitos como bolhas, cair, descascamento e descascamento.
4. Resistência à corrosão
Após o teste de pulverização de sal neutro:
1 Permitir que a camada de passivação mude de cor e pareça a névoa branca.
2 peças externas decorativas não podem parecer ferrugem branca.
3 peças de trabalho que não aparecem podem ter ferrugem branca de não mais que 5% de área, mas a ferrugem vermelha não é permitida.
4 peças de trabalho de ferro fundido podem ter ferrugem branca de não mais que 5% de área e ferrugem vermelha de não mais que 3% de área.
5 áreas roscadas que não são visíveis após a instalação permitem ferrugem branca de não mais que 10% de área e ferrugem vermelha de não mais que 5% de área.
6 Peças fascinantes, soldadas e outras locais podem reduzir os requisitos de avaliação, que é negociado especificamente entre o fornecedor e o comprador.
5. Coeficiente de atrito
O coeficiente de atrito do fixador rosqueado é de 0,08-0,20.
6. Substâncias proibidas
Quando automotivo, componentes eletrônicos, etc. têm requisitos para substâncias proibidas, eles devem ser passivados com cromo trivalente. O conteúdo do cromo hexavalente no revestimento não deve exceder 0,1 μg/cm2.
7. Tratamento térmico para eliminar a fragilização de hidrogênio
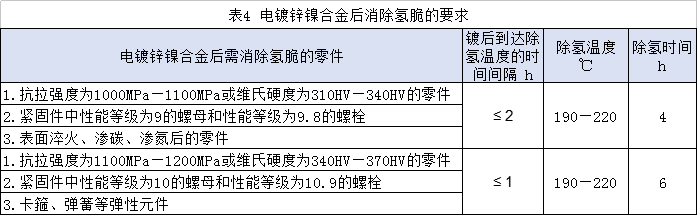
Após a eletroplicar a liga de zinco-níquel, se houver um requisito para eliminar a fragilização do hidrogênio, deve-se realizar tratamento térmico para eliminar a fragilização do hidrogênio. Os requisitos específicos são mostrados na Tabela 4.
Cinco, método de teste de revestimento
Aparência
A inspeção visual foi realizada a aproximadamente 500 mm da superfície de teste sob luz transparente branca com ou sem luz natural.
2. Razão de liga
A espessura do revestimento e da composição da liga (razão de liga) foi medida simultaneamente de acordo com o método de medição especificado em GB/T 16921.
3. Espessura
A camada espessa do revestimento deve ser medida de acordo com as disposições do GB/T 16921. Quando as opiniões de ambas as partes forem inconsistentes, ela deve ser medida de acordo com as disposições do GB/T 6462.
4. Força de união
Coloque a peça de trabalho revestida em um forno de secagem a uma temperatura de 330 ° C ± 5 ° C, mantenha -o por 30 minutos e mergulhe a peça de trabalho em água a uma temperatura de 20 ° C ± 5 ° C. Depois de alguns segundos, aperte a inspeção visual. A camada de revestimento deve ser visível. Defeitos, de acordo com os requisitos de 6.3.
5. Resistência à corrosão
Armazene a peça de trabalho por pelo menos 24 horas após o revestimento e aqueça -a a 120 ° C ± 2 ° C em uma caixa seca por 1 h. Quando a temperatura da peça de trabalho é reduzida à temperatura ambiente, a peça de trabalho é enviada para a caixa de pulverização de sal e o teste de resistência à corrosão é realizado de acordo com o método de teste de pulverização de sal neutro especificado em GB/T 10125. O desempenho deve atender aos requisitos de Tabela 4; Após o teste, de acordo com GB/T, a classificação é 6461 e o nível de proteção não deve ser inferior a 9.
6. Coeficiente de atrito
De acordo com o método de teste especificado em GB/T 16823.3, de acordo com o objetivo do teste, o método de teste em condições padrão ou especial é selecionado, e as características do torque do fixador são medidas para determinar o coeficiente de atrito total, o coeficiente de atrito entre os fios e o atrito da superfície do rolamento.
7. Substâncias proibidas
O teor de cromo hexavalente do filme de cromato é determinado pelo método de teste especificado em GB/T 9791:
- Primeiro a determinação da presença de cromato de cromato hexavalente cromo;
- Depois de confirmar a presença de cromo hexavalente, é realizada a determinação do conteúdo de cromo hexavalente do filme de cromato.

May 31, 2025

June 07, 2025
Enviar e-mail para este fornecedor
May 31, 2025
June 07, 2025

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.